论文摘要:本文设计一个轧辊深冷处理空间结构,对其进行数学建模。基于流体分析软件Fluent对该空间温度场进行计算机模拟计算,验证了轧辊深冷处理过程中换热的非线性,并根据温度场的分布特点提出了一个简便易行的测温点。计算机模拟的结果能直观地展示温度场的分布情况,是理论研究和工程应用的一种有用的方法。
论文关键词:轧辊,深冷处理,温度场,数值模拟
引言
深冷处理技术在材料中的应用效果已取得了共识。对轧辊进行深冷处理可以有效地提高轧辊的硬度和耐磨性,但对轧辊进行深冷处理的最佳工艺参数及稳定工艺参数还需要进一步研究探索。轧辊深冷处理空间流场和温度场的分布情况,尤其是轧辊在深冷处理过程中的温度分布情况对工艺参数的选定影响很大,而具体处理空间的流场和温度场分布情况主要由深冷处理空间结构、轧辊的外形尺寸和材料热物理性质所决定。利用计算机模拟技术对轧辊深冷处理空间的温度场进行计算机模拟,是一种经济而有效的方法。模拟空间的流场和温度场的分布情况,可以为轧辊深冷处理的理论研究奠定基础。通过计算机模拟可以预测轧辊全面冷透的时间,在工程应用中可以有效防止轧辊未冷透而没有达到预期效果,或是冷却时间过长而浪费液氮。
1计算模型
1.1空间模型的几何形状尺寸
本文所模拟的轧辊深冷处理空间为一矩形空间,由汽化区和工作区组成,汽化区有效尺寸为150 600600 600600 ,工作区有效尺寸为4150600600。对轧辊进行外形简化,辊身为Φ3001200 ,工作区有效尺寸为4150600600。对轧辊进行外形简化,辊身为Φ3001200 ,两边辊颈为Φ180900,置于工作区的中央。采用液氮作为冷却介质,在工作区和汽化区的交界面设有轴流风机以实现强迫对流,强化液氮的汽化速度以及在工作区内的对流速度。在影响传热效率的各因素中,轧辊的材质随需要而定,传热的瓶颈在于流体与固体之间的导热效率。所以要提高降温速度,就必须有效地减少流体与固体之间的边界层的厚度,提高流体与固体之间的导热效率,以更好地满足温度控制的要求,达到快速而均衡降温的目的。考虑到轧辊一般为长圆柱体的外形特点,且辊身的直径较大,在相同的条件下需要更多的冷却时间,故采用两个汽化区和两台轴流风机,安装于工作空间上方,总体结构图1所示: ,两边辊颈为Φ180900,置于工作区的中央。采用液氮作为冷却介质,在工作区和汽化区的交界面设有轴流风机以实现强迫对流,强化液氮的汽化速度以及在工作区内的对流速度。在影响传热效率的各因素中,轧辊的材质随需要而定,传热的瓶颈在于流体与固体之间的导热效率。所以要提高降温速度,就必须有效地减少流体与固体之间的边界层的厚度,提高流体与固体之间的导热效率,以更好地满足温度控制的要求,达到快速而均衡降温的目的。考虑到轧辊一般为长圆柱体的外形特点,且辊身的直径较大,在相同的条件下需要更多的冷却时间,故采用两个汽化区和两台轴流风机,安装于工作空间上方,总体结构图1所示:

图1空间总体结构图
1.2控制方程和边界条件
模拟计算采用CFD软件Fluent进行,计算区域的网格划分采用四面体和六面体混合划分,划分间距为10。由于计算空间内流动参数随时间变化而改变,为非定常流动,采用PISO算法进行计算。入口液氮温度设为78K,由两个入口同时加入,每个入口加入量为0.03Kg/S,利用其汽化潜热和显热对初始温度为300K深冷处理空间和轧辊进行冷却至78K。轴流风机叶轮旋转直径为300,用Fluent软件自带的风扇模型简化,设置其全压为100Pa。考虑了重力的影响,同时作了如下几个假设:
1)认为空间壁面为绝热壁面,即处理空间的壁面没有能量损失;
2)忽略处理空间内各物质之间的热辐射作用,即只有热传导和热对流两种热能传递方式;
3)计算区域的流体流动采用Renormalization-group(RNG)K-epsilon两方程紊流模型,以提高湍流漩涡方面的计算精度。
由此建立以下三个方程:
1)质量守恒方程:

2)动量守恒方程:

3)能量守恒方程:

式中 --密度; --密度; --时间; --时间; --速度矢量; --速度矢量;
 --源项; --源项; --重力; --重力; --流体微元总能; --流体微元总能;
 --焓; --焓; --温度; --温度; --有效导热系数; --有效导热系数;
 --质量扩散通量; --质量扩散通量; --有效应力张量; --有效应力张量; --液氮汽化潜热。 --液氮汽化潜热。
液氮进入汽化区后吸热汽化为氮气,其密度、比热和导热参数随温度变化曲线拟合如图2、图3、图4所示:
  
图2液氮密度曲线图图3液氮比热曲线图图4液氮导热曲线图
选择轧辊材质为W9Mo3Cr4V,取其密度为固定值,比热和导热参数随温度变化曲线拟合如图5、图6所示:
 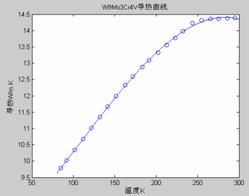
图5W9Mo3Cr4V比热曲线图图6W9Mo3Cr4V导热曲线图
冷却介质和轧辊的材料热物理性质随温度而变化的非线性,加上两者间的对流换热系数亦随温度而变化的非线性,决定了轧辊在深冷处理时的换热是非线性的,冷却降温过程应为一曲线过程。这也使得控制方程难以用数学解析方法求解,因而必须采用计算机模拟的数值求解方法,以求得轧辊在深冷处理过程中的温度场分布情况。
2.计算结果分析
模拟计算的结果表明:在液氮喷入后工作区的温度场分布发生剧烈扰动,但在一分钟内基本恢复平衡,随后整体均衡降温,说明空间的结构分布有利于轧辊的平衡降温。其在运行一分钟和十分钟时Z=0截面的温度分布云图如图7、图8所示:
 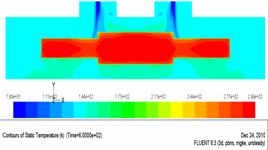
图71min温度分布图图860min温度分布图
轧辊经过500分钟的冷却后,体积平均温度为78.16K,内部最大温差在0.5K之内,可以认为计算收敛,即轧辊已经冷却到预定的温度。取轧辊以及轧辊与空间的每分钟温差,分别作降温速率曲线如图9、图10所示:
 
图9轧辊降温速率曲线图图10轧辊与空间温差曲线图
两曲线形状相近,说明轧辊的降温速率随轧辊和空间之间的温差变化而变,这符合理论分析,说明模拟的结果是可信的。 1/2 1 2 下一页 尾页 |

