| 这部分参数的计算和通用件的选择和传统的组合机床设计中的步骤是一样,这里不一一赘述。本步骤的设计参数不直接反应到下述的控制结构中,但是它们会影响控制结构中的表达式的大小和草图的位置,进而影响控制结构,这种影响是由总设计师决策的。
3.2控制结构的建立
组合机床总体设计可分为主轴箱模块、刀具接杆模块、通用件模块、夹具模块等几个子系统模块。在组合机床总体设计中,总体控制结构是由通过草图、基准组成的。草图和基准是全参数化的,由表达式来控制的。控制结构草图中的曲线一部分是通过Wave的方式与被加工件全相关,比如主轴箱设计的连接部件中孔曲线就是被加工件上加工孔的Wave连接过来的;另外一部分曲线是通过表达式来控制,主轴箱设计的外轮廓就是通过表达式ZT_Hou_DuoZhouXiang_Height和ZT_Hou_DuoZhouXiang_Width来表示的,详见表1。
3.2.1 全局主参数的确定
首先确定组合机床的总体设计参数,为了参数化建模的需要,在NX中,总体设计参数通常以表达式的表现。表1是汽缸体双面钻组合机床设计的后端面加工面的全局参数。这全局参数往往通过控制基准面的位置、草图上的尺寸来控制组合机床整个模型设计,把这些设计参数一般可以放在顶层的装配组件中,但是把放在一个单独的组件中也是一个较好的思路,其他使用该组件通过部件间的表达式的方式来获得关联(参见NX的Mold Wizard)。
表1 全局参数表达式表
|
表达式名
|
表达式说明
|
|
DJ_Hou_JiaGong_Deep_D
|
后端面加工孔的最大深度
|
|
DJ_Qian_JiaGong_Deep_D
|
后端面加工孔的最大深度
|
|
ZT_DZX_Hou_DuanMian_D
|
后端面多轴箱长度
|
|
ZT_Hou_DuoZhouXiang_Height
|
后端面多轴箱的高度
|
|
ZT_Hou_DuoZhouXiang_Width
|
后端面多轴箱的宽度
|
|
ZT_Hou_DZX_GongJian_D
|
后多轴箱前端面到被加工零件表面的距离
|
|
ZT_Hou_DZX_ShuRuZhou_Dia
|
后多轴箱输入轴的直径
|
|
ZT_Hou_DZX_ShuRuZhou_Height
|
后多轴箱输入轴的高度
|
|
ZT_Hou_DZX_ZhuZhou_L
|
后多轴箱主轴的长度
|
|
ZT_JiaJu_GongJian_D
|
夹具安装面到工件底面的距离
|
3.2.2 草图基准面的建立
在顶层装配部件中建立好全局参数后,建立基准面和草图,后端面的基准面和草图说明见表2;前端面的的基准面和后端面类似。基准面的位置是由总体参数来控制的,比如基准面D_HouJiaGongMian_QianDuanMian是表达式ZT_Hou_DZX_GongJian_D控制的,表示这个基准面就是后多轴箱前端面,后多轴箱设计完成后就加载装配在这个位置。草图D_HouDZX_DuanMian_profile和D_QianDZX_DuanMian_profile分别表示后多轴箱端面的轮廓和前多轴箱端面的轮廓,多轴箱设计小组有了这个草图和能够表示多轴箱长度的基准面D_HouDZX_HouDuanMian就能够进行多轴箱的设计了。这些草图和基准面都是建立在顶级装配下,见图3。
表2 基准面/草图说明表
|
基准面/草图名
|
基准面/草图说明
|
|
G_HouJiaGongMian
|
被加工件后端面加工面
|
|
G_QianJiaGongMian
|
被加工件前端面加工面
|
|
G_HouJiaGongJiXianMian
|
被加工件后端面加工极限深度面
|
|
G_QianJiaGongJiXianMian
|
被加工件前端面加工极限深度面
|
|
D_HouJiaGongMian_QianDuanMian
|
后端面加工面的前端面,为后多轴箱前端面
|
|
J_DiMian
|
夹具安装面
|
|
H_HouAnZhuangMian
|
后端面安装面,用来安装后端面的滑台时候定位
|
|
D_HouDZX_HouDuanMian
|
后多轴箱后端面,用来定位动力箱
|
|
D_HouDZX_DuanMian_profile(草图)
|
后多轴箱端面轮廓,包含各个加工孔的大小位置等
|
|
D_QianDZX_DuanMian_profile(草图)
|
前多轴箱端面轮廓,包含各个加工孔的大小位置等
|
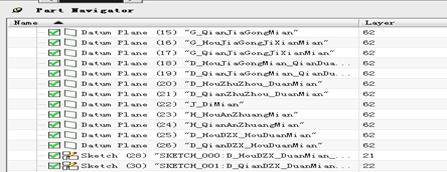
图3 基准面草图特征
3.2.3生成各个子系统模块部件
在顶级装配下建立好控制全局参数和位置的基准面和草图后,下一步通过UG wave的方法把它们连接到对应的子系统部件中去,然后在各自的子系统部件中生成对应的起始部件。
在NX的装配应用中,在根部件的装配导航器中,右键单击空白处,把Wave mode选项打勾,这样就可以在装配环境中使用Wave模式了。下一步是右键选择装配根节点,选择Wave,选择Create New Level,创建子模块节点,见图4。以多轴箱子系统的创建为例,在弹出的菜单中输入多轴箱子系统的部件名 cs_multiaxlebox,选择要Wave Interpart Copy的对象,把这些对象通过Wave的方式从根部件Wave到新创建的部件中来,因为是双面钻包含前端面和后端面,需要把多轴箱设计相关的基准面和草图曲线Wave连接过来,每个端面都需要选择3个基准面,2个草图,3个基准面表示主轴伸出的位置、多轴箱前端面的位置以及后端面的位置,2个草图分别表示多轴箱要加工的孔以及多轴箱输入轴的信息等,见图5。在WAVE控制结构装配完成之后,可以为相关子系统建立起始部件。起始部件一般是控制结构中最底层的组件,通常作为一个或多个“连接”部件的起始点,一个起始部件可以同时控制多个子系统。为了便于后续建立连接部件,通常需要在起始部件中建立一个或多个特定的引用集。起始部件可以采用Create New Level方法建立。
 
图4 Wave创建子模块图5 多轴箱Wave特征信息
因为存在2个端面的多轴箱,因此重复上面的步骤,创建2个起始部件,表示前端面多轴箱的起始部件和后端面的起始部件,2个起始部件的Wave的连接对象分别选择对应的3个基准面和2个草图。其他的子模块的操作和上面介绍的类似,最终生成的控制结构装配树和控制结构见图6:
 
图6 控制结构图
通过以上的步骤完成了组合机床总体设计中控制结构的建立。
3.3 生成连接部件
连接部件是独立于控制结构装配的关联性部件,其中包含了起始部件中全部或部分细节几何对象,与起始部件保持相关性。在控制结构装配中不显示连接部件。连接部件可以单独存在,也可以作为组件加入子系统装配。在生成起始部件的基础上,建立各个模块的连接部件,见图7。

图7 创建连接部件
生成连接部件的时候,需要把各起始部件中所有的特征wave的方式关联到连接部件中去。起始部件cs_start_multiaxlebox_hou的连接部件为ps_multiaxlebox_hou,起始部件cs_start_multiaxlebox_qian的连接部件为ps_multiaxlebox_qian,其他子系统模块方法类似。
 
连接部件
从起始部件建立关联性连接部件,通过应用集关联性复制不同的几何对象

图8组合机床系统工程方法流程
3.4 组合机床产品装配
连接部件完成后,将生成的联接部件,发送给对应开发小组完成具体的详细设计。各个设计小组设计完成后,只需要创建一个新的装配部件文件,把各个连接部件按照绝对位置的方式装配过来,这样就完成了组合机床的总体设计。只要产品的结构不发生变化,总设计师只需要修改总体设计参数,就可以完成整个设计产品的更新。组合机床的系统工程方法的设计流程见图8。
4、结论
介绍了基于UG Wave技术的系统工程的方法的原理及其在组合机床总体设计中的应用,该技术解决组合机床三维设计中自顶向下的设计的难题,在实际应用中效果良好,该技术对三维技术在组合机床行业的推广起到了促进作用。另外,本文所提出的方法和设计理念同样适用其他复杂产品的设计。
参考文献
[1]龚勉编著,洪如谨审核,王向丽,闫华军.产品相关参数化设计技术培训讲义[M].
[2]吴立梅,组合机床的发展及特点分析[M].工业技术.2010 NO.08.
[3]大连组合机床研究所编.组合机床设计简明手册[M].机械工业出版社,1975,11.
[4]李春梅,崔风奎.组合机床CAD系统[J].新技术新工艺.2004年第10期.
[5]任小中,李春梅,苏建新.基于UG的组合机床多轴箱模块化设计[J].河南科技大学学报.2007年6月,第28卷第3期.
[6]李维,周毅.基于NX/WAVE的空调分体机逆向设计[M].模具制造.2009年第6期.
2/2 首页 上一页 1 2 |

