摘要本文介绍了球阀注塑件应用背景、选材和浇注系统确定,详细论述了球阀塑件组合式型芯的设计思路,包括分型面的选取、型芯的镶拼结构、镶拼型芯的组装与脱出以及型芯在模具中的固定。通过对该类塑件组合式型芯的设计和分析,可以为同类塑件的型芯设计提供借鉴。
论文关键词:球阀,注塑件,组合式型芯,设计
阀体是的在流体系统中,用来控制流体的方向、压力、流量的装置,广泛应用日常生活各个领域。目前市场上阀体大多为铸铁阀和铜质阀,塑料阀体还未广泛应用,而塑料阀体相对其它材质的阀体,具有质量轻、耐腐蚀、不吸附水垢、可与塑料管路一体化连接和使用寿命长等优点,塑料外壳阀在给水和工业生产应用方面的优势也越来越明显,其市场发展空间非常宽广。图1所示为球阀外壳的3D造型。
 
图1 球阀 图2 CAE软件中的塑件模型
2 基于CAE的浇注系统确定
根据使用要求球阀外壳材质可以采用PA66+40%玻纤增强尼龙材料。PA66+40%玻纤增强尼龙具有优良的抗冲击、抗拉和抗弯强度、耐腐蚀性,优越的耐磨性能,吸水性也较纯PA66有较大幅度的降低,适合注塑成型。
为了保证塑料熔体在型腔内合理地流动和填充,需要确定塑件合理浇口位置。可以借助CAE软件Moldflow来进行分析,首先导入三维模型,并进行Fusion网格划分。塑件材料选用系统自带的材料数据中的PA66+40%玻纤 Germanic作为分析替代材料,并采用其自带的浇口位置分析模块分析最佳浇口位置,由此设置了浇注系统,如图2所示。应用Moldflow软件的FLOW模块对塑件进行了充填时间、压力分布、气穴和熔接痕情况进行了分析,验证了该浇注系统满足成型工艺条件。
3 组合式型芯的设计构思
3.1 分型面的确定
球阀外壳结构简单,外形对称,将分型面取在球阀外壳最大截面表面,分型容易,而且不影响塑件外观质量和实用性能,如图3所示。
 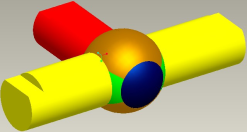
图3 分型面 图4 型芯的镶拼结构
3.2 型芯的镶拼结构
由于塑件的内腔结构比较复杂,内心位置截面积比较其它位置大,简单的内侧抽芯机构无法完成抽芯,必须采用组合镶拼结构,为了便于塑件顶出杆安放和塑件完成模外抽芯,组合型芯设计成如图4所示的结构。
3.3 镶拼型芯的组装与脱出
针对型芯内部截面大的状况,可以将型芯分成多个型芯镶块结构,如图6所示为组合式型芯的爆炸图。

图6 组合式型芯爆炸图
型芯镶块由五类共10块构成,如图7所示,其组装和脱出过程为:型芯镶块二和型芯镶块三通过插入型芯镶块四的凹槽固定,型芯镶块四与型芯镶块一通过螺纹连接,在型芯镶块四与型芯镶块一连接的同时,将中间型芯镶块二和型芯镶块三紧固,左右两侧的型芯镶块五通过螺纹连接紧固在型芯镶块三,最终完成整个组合模芯的组装。型芯手动安放在模具中,注射完成塑件顶出后,左右型芯镶块五、型芯镶块四旋转脱去后,通过对塑件的轻轻敲打,会使得其它7 块较小的型芯镶块脱出,完成塑件模外抽芯。
  
a. 型芯镶块一 b. 型芯镶块二 c. 型芯镶块三
 
d. 型芯镶块四 e. 型芯镶块五
图7 型芯镶块结构图
3.4 镶拼型芯在模具中的固定
采用上面的结构,解决了模具外组装和脱出型芯的问题,但镶拼型芯在模具中的固定依然是一个待解决的问题。对于此问题,可以在动模上设计突销,在型芯镶块四和型芯镶块五上做配合孔的方式来固定,如图8所示。
 
a. 型芯和塑件在动模上 b. 型芯和塑件在定模上
图8 镶拼型芯在模具中
4 结束语
随着塑料技术的不断发展,塑料材料的性能也获得了极大的提高,由于其廉价、容易成型、具有性能优势等特点,越来越多的金属工件、无机非金属工件被替换为塑料件。有很多工件由于使用的要求,具有如本文工件一样的内部空心截面大的结构,必须采用自动成型和手动脱模相结合的方式来生产,本文的镶拼型芯结构设计可以为该类塑件模具的设计提供借鉴。
|

