摘要:本文介绍了某定向合金材料工作叶片加工工艺技术方法,重点阐述了定向合金材料采用机械压紧方式进行基准转换的方法和加工特点,对于研制过程中的关键及存在困难地方进行介绍和总结。对以后加工同类型的零件具有指导和借鉴意义。
论文关键词:基准转换,缓进磨削,磨削裂纹
1、前言
随着燃气轮机研制的不断发展,对动力涡轮的叶片加工需求也在不断变化。采用传统工艺方法进行新品叶片的研制加工,逐渐显露出一些不足。对于一些新工艺、新方法的有益尝试,显得越来越重要。
定向结晶高温合金材料,是传统的难加工材料,采用车、铣等加工方法来实现材料的去除是较为困难的。工艺上一般均采用磨削方式进行加工。磨削方式(尤其是缓进磨方式)加工的切削力较大,因此要求叶片的定位、压紧要牢固、可靠。
由于无余量精铸叶片的毛料基准点大都设在叶身上,为避免对定向合金材料直接压紧而导致材料再结晶,传统工艺路线是首先采用精密定位方式进行基准转换,将叶身上的毛料基准转换到规矩的定位方箱上,从而保证叶片加工时,叶片定位、压紧的可靠性。随着精密定位工艺的大量应用,带来的问题也越来越多。首先,锡、铋等金属对高温合金材料的性能有很大影响,如果去除不净存在较大的隐患。其次,精密定位方法的生产效率不高,污染较重。再有,精密定位方箱的制造数量大、成本高,且方箱数量制约着零件的周转数量。
因此,拟采用机械压紧的方式进行基准转换,通过工艺研究解决机械压紧方式压伤、压紧稳定性等问题,进而完成机械加工的整个过程。
作者简介:姜绍西,男,1975年生,中航工业沈阳黎明航空发动机(集团)有限公司叶片加工厂。研究方向弱刚性零件机械加工。公开发表论文多篇。
2、研制加工的难点
采用机械压紧方式进行基准转换,进而采用转换后的基准进行榫齿以及其它工序的加工,是定向合金材料涡轮工作叶片加工的一种新的尝试,也同样需要解决如基准转换的可靠性、定位的稳定性、压紧防压伤等问题。本文采用机械压紧方式进行基准转换的稳定性,防止产生材料再结晶现象。采用叶片榫齿缓进磨成型磨削试验,避免磨削裂纹。
3、试验方案的确定及实施
3.1 工艺路线的制定
该叶片工艺路线主要依据有关图纸及文件来制定。首先进行基准转换,选择毛料的六个定位点定位、压紧,磨加工出基准。然后利用转出的基准进行榫齿的磨削加工,接着以榫齿为基准进行叶片榫头及其它部位的加工。
机加工前,首先安排固熔热处理。机加后,进行时效热处理等其它工序。其工艺路线如下:
毛料→磨基准→磨榫齿→磨盆、背向缘板→磨进、排气边缘板→磨进气边榫头侧面→特种工艺
3.2 基准转换
3.2.1 设计基准及工艺转换基准
毛料基准点选择如图一所示,在榫头背向延伸段上选取A1、A2两点,叶背型面的截面上选择一点A3,从而构成一个平面,限制了Y轴平移和Z轴、X轴旋转。在榫头和叶冠侧面缘板上各选取一点B4、B5点,限制了Y轴旋转和X轴平移。而在轴向方向选取一点F6点,限制了Z轴平移。这样叶片六个方向自由度被完全限制。

图一毛料基准点示意图
由于直接采用六个定位点进行定位、压紧来加工榫齿,其机械加工的稳定性差,尤其是榫头延伸段两个点定位,榫齿磨削中承担着绝大部分的压紧力。直接压紧可能会造成叶片压紧变形。为此,工艺安排基准转换,将延伸段两个定位点转换到榫头缘板上,用小平面代替定位点。(见图二)。

图二基准转换工艺要求
3.2.2 基准转换工装的设计
由于叶身A3点和F6点均在叶背上,转换的基准只能选择在背向缘板上。基准转换时,只能采用以背向定位,加工背向基准这种“反定位”的方式进行。这给基准转换的工装设计带来了难度。主要表现在:
1)以背向定位、盆向压紧,反向装夹叶片困难。
2)由于背向延伸段定位基准A1、A2点与加工面同在一个方向,需要避免加工干涉。
3)避免将延伸段两点作为加工的主要受力点。
我们设计了基准加工的专用工装,该工装依然以毛料六个定位点定位、压紧,但通过一些辅助结构巧妙的解决了上述问题。结构图见图三)。

图三夹具结构图
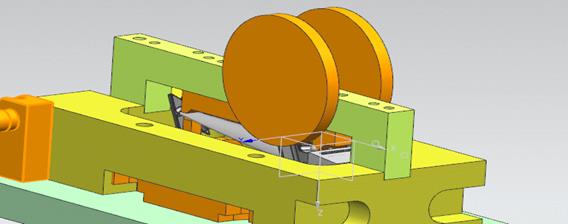
首先,夹具设计采用了类似正弦规的可翻转结构,整个夹具体可沿着转轴180°翻转。翻转后,以背向六点基准定位安装叶片,压紧压盖(压盖可翻转),整个夹具体沿转轴回转180°(翻转示意图见图四)。这种设计方法解决了反向装夹叶片困难的问题。
 
图四夹具体翻转示意图
其次,将叶背的A1、A2、A3点三点设计在一个定位板条上,定位板条为长条形状,其宽度可将三个基准点包围起来,同时露出被加工表面。加工时,将两片砂轮合并,中间用砂轮垫圈分隔,砂轮垫圈厚度比基准板宽度略宽(见图五),从而避免加工面与定位点干涉问题。
图五夹具基准板条示意图
夹具体整体翻转,装夹叶片后压紧压盖,缘板压紧块和叶身压紧块对叶片缘板实现压紧。夹具体回转,压紧夹具体。实际加工中,实际主要承载加工力的为缘板压紧块(见图六)。不再以延伸段两点作为加工的主要受力点。避免了榫齿磨削中造成叶片压紧变形。
   
图六夹具压紧结构示意图
通过对小批量试验件进行试验加工,加工尺寸合格且稳定,说明夹具设计能够满足工艺要求。
3.3磨榫齿
3.3.1 磨榫齿的要求
该工作叶片的榫头结构见图六。由于榫齿磨削以榫头背向缘板小平面为基准,工序中无法将盆、背榫齿加工出的同时加工出来,只能分开单独加工。

图六榫齿加工技术要求
3.3.2 磨榫齿工序定位基准点的选定
为尽可能减少基准转换造成的公差分配,减小加工难度,工艺上将磨榫齿的主要基准由背向延伸段两点转换到背向缘板上两个小平面上。其余点均采用原来的设计基准。
该工艺对夹、测具的统一性要求较高,若两者位置差异过大,会带来基准不统一误差,影响榫齿的加工质量。
3.3.3 加工参数的制定
砂轮:国产中华牌硅砂轮(砂轮牌号WA/PA80/100F14V35)
冷却液:选用进口马斯特系列产品中的水基合成液(牌号为C270)作为磨削专用冷却液,冷却液出口压力为0.8Mpa。加工参数见表一。
表一加工参数表
|
参数
|
进给速度(mm/Min)
|
切削深度(mm)
|
线速度(m/s)
|
循环次数
|
|
粗加工
|
50~60
|
0.5
|
22
|
2
|
|
精加工
|
100~110
|
0.1
|
26
|
1
|
采用表一给出的加工参数进行榫齿的加工,榫齿的尺寸精度能够满足设计要求。经荧光检查,没有产生磨削裂纹。
3.3.4 再结晶检查
由于基准转换过程中,不再以延伸段两个点作主受力点,而榫齿加工时也以带有余量的缘板两个小平面作为为定位基准,提高了定位和压紧的稳定性,避免产生局部的压紧变形。
为检查加工过程是否存在再结晶现象,我们委托北京钢院进行了再结晶检查,检查的结果没有再结晶现象。证明我们的试验取得了成功。
4 结论
通过对定向合金材料涡轮工作叶片加工工艺技术的研究,得出结论如下:
1)采用机械压紧方式进行基准转换的方法是可行的。
2)设计制造的工装结构合理,能够满足基准转换的加工要求。
3)新制定的工艺路线合理,能够正确指导现场加工。
4)试验选择的工艺参数能够满足加工要求,参数选择正确、合理,加工的产品符合设计要求。
参考文献
[1]张幼桢.金属材料切削加工.航空工业出版社.1995.
|

